
At present, when the low-voltage coil is produced on the foil winding machine, the connection method between the foil and the outlet row is mainly argon arc welding. In the welding process, the irregular operation often affects the welding effect, resulting in difficulty in arc starting or poor welding seam quality, which greatly affects the quality of the coil.
Common cases of poor welding results of foil winding machine for transformer:
- Foil strips burned but busbars haven’t melted yet

- The busbars melted but the foil strips also burned

Precautions for TIG welding of foil winding machine for transformer
1. The edges of the busbar and copper foil need to be aligned.


2. The busbar is on the bottom and the foil is on the top. Clamp it
3. Sharpen the tungsten needle before use.
4. The tungsten needle in the welding gun should be exposed by 5 mm.
5. The tungsten needle tip should face the copper busbar, not the copper foil. The distance between the needle and the bus bar is about 1 mm.
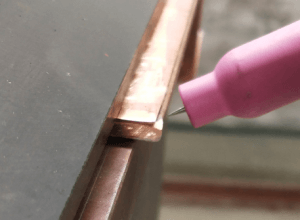
6. The angle of the welding torch.
for example, when welding from left to right, the tip of the tungsten needle is inclined to the right. ( when welding from right to left, the tip of the tungsten needle is inclined to the left)
Do not directly face the copper busbar. In this way, the burning flame of argon gas can reach the copper busbar, which can heat the copper busbar in advance and is beneficial to the melting of the busbar.

7. Current selection 180-200A for 5mm copper busbar, choose DC Voltage

8. The walking speed of the welding frame is slightly slower at first, if it melts faster after slowing down, adjust it slightly faster. Slowly find the best speed.
The welding effect is as follows:





{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment